
- Ötvözetlen hegesztőanyagok
- Gyengén és közepesen ötvözött hegesztőanyagok
- Ötvözött hegesztőanyagok
- Javító és felrakó hegesztőanyagok
- Eltérő összetételű anyagok hegesztőanyagai
Ötvözetlen hegesztőanyagok
Az ötvözetlen hegesztőanyagok területén már Magyarországon is több huzalt használnak , mint bevont elektródát.
Az egyéb hegesztőanyagok súlya lényegesen kisebb. Jellemzőbb hegesztőanyag típusok:
|
Bevont elektróda |
Védőgázas huzal |
AWI pálcák |
Lánghegesztő pálca |
Fedettívű huzal |
|
OK 43.32 OK 46.00 OK 46.16 OK 48.00 OK 55.00 EB12 EB21 EB23 FOX KE FOX ETI ABS E6013 |
OK Autrod 12.51 G3Si1 OK Autrod 12.58 G2Si1 Cu bevonat nélküli OK Aristorod 50 OK Aristorod 63 GEKA SG2 |
OK Tigrod 12.61 OK Tigrod 12.64 EML 5 Tigold W3Si1 Tigold W4Si1 GEKA SG2 |
A 37 BW XII |
OK 12.20 OK 10.81 fedőpor OK 10.61 fedőpor OK 10.71 fedőpor |
A huzalok szálrendezett csévéléssel huzalkosáron ill. tároló hordókban kerülnek forgalomba.
Hordós huzalok
jellemzői: a huzal speciálisan van becsévélve egy hordóba úgy, hogy nincs jelentős képlékeny alakváltozása, a hordóból annak forgatása nélkül kifejthető, a huzal egyenes marad, ez által hegesztéskor a vége nem " kóvályog" , ennélfogva kiválóan alkalmas mechanizált hegesztésre és vékony lemezek hegesztésére.
Jobb a varratminőség: egyenletesebb előtolás, kisebb tolóerő igény, a varrat széle egyenes vonalú, pontosabb pozicionálási lehetőség, jobb startolási és leállási körülmény - elmarad a cséve tehetetlensége, kisebb a selejtveszély.
Nagyobb teljesítmény: csökken a vesztességi idő, mivel nem kell csévét cserélni, csökken a huzalvezető kopása, Cu-bevonat leválás mértéke, nő az ívidő.
Könnyebb kezelés: a hordótól a hegesztési hely akár 10m-re is elvihető, a huzal speciális spirálban elvezethető, ezáltal nagyobb munkatér alakítható ki, a csévék kézi emelése elmarad, logisztikailag optimálisabban szervezhető a munkahely.
Kiszerelési mennyiségek: A G2Si1, G3Si1 és G4Si1 minőségekben a 0.8 mm-es 200 kg-os, az 1, 1.2 mm-es 250 kg-os és 450 kg-os súllyal.
Rézbevonat nélküli huzal: a huzalra galvanikus úton felvitt rézbevonat szerepe- a huzal felületének passziválása, és az áramátadás javítása. A rézbevonat elhagyásával megfelelő felületminőséggel hosszú tárolási idő garantálható, az áramátadási viszonyok nagyobb és kisebb áramerősségeknél is jók, a huzal fröcskölése kisebb, az ív stabilabb és ezáltal a varrat minősége jobb. Nincs rézleválás, nem tömődik el a huzalvezető, az áramátadó kopása is csökken, kisebb a füstemisszió, ezáltal javul a munkahelyi klima.
A bevonat nélküli huzalok kiválóan hegeszthetők - minimális fröcsköléssel- CO2 védőgáz alatt is.
A fedettívű hegesztésnél nagyon fontos, hogy adott feladat megoldásához a huzalt és a fedőport össze kell hangolni. Ehhez a katalógusok általában nyújtanak segítséget.
Gyengén és közepesen ötvözött hegesztőanyagok
Két jellemző területe a melegszilárd és a nagyszilárdságú acélok hegesztése. Ezen acélok közös jellemzője, hogy mindkét csoportnál nagyon fontos a hegesztéstechnológia szakszerű kidolgozása többnyire az edződés elkerüléséhez. A melegszilárd acélokhoz meghatározóan a maghuzal ötvözésű Böhler hegesztőanyagok terjedtek el.
Leggyakrabban használt melegszilárd hegesztőanyagok
Bevont elektróda
|
DIN 8575 |
AWS 5.5 |
Böhler |
ESAB |
|
E Mo B20 |
E 7018-A1 |
FOX DMO |
OK 74.46 |
|
E CrMo1 B20 |
E 8018-B2 |
FOX DCMS |
OK 76.18 |
|
E CrMo2 B20 |
E 9018-B3 |
FOX CM2 |
OK 76.28 |
AWI pálca
|
DIN 8575 |
AWS 5.28 |
Böhler |
ESAB |
|
SG Mo |
ER 80 S-G |
DMO-IG |
OK 13.09 |
|
SG CrMo1 |
ER 80 S-G |
DCMS-IG |
OK 13.12 |
|
SG CrMo3 |
ER 90 S-G |
CM2-IG |
OK 13.22 |
A nagyszilárdságú acélok hegesztéséhez hegesztőanyag többféle formában áll rendelkezésre. A bevonatos elektróda, tömör-, és porbeles huzalra ajánlott hegesztőanyagok.
|
Folyáshatár, MPa |
AWS 5.5 Bevonatos elektróda |
AWS 5.28 Tömör huzal |
AWS 5.29 Porbeles huzal |
|
400- |
OK 48.00 |
Gold G3Si1 OK Autrod 12.51 OK Autrod 12.64 |
OK Tubrod 15.00 |
|
500 |
OK 73.68, OK 73.15 |
OK Aristorod 13.09 |
OK Tubrod 15.19 |
|
550 |
OK 74.78 |
OK Autrod 13.25 |
OK Tubrod 15.26 |
|
600 |
OK 75.75 |
OK Aristorod 55 |
PZ 6145 |
|
700 |
OK 75.75 |
OK Aristorod 69 |
OK Tubrod 15.27 |
|
800 |
OK 75.78 |
OK Aristorod 79 |
PZ 6149 |
A nagyszilárdságú acélok hegesztésénél a megfelelő vonalenergia, az előmelegítési hőmérséklet, a sorok közötti hőmérséklet nagyon fontos paraméterek. Szigorú értelemben tulajdonképpen, csak mechanizált hegesztéssel garantálható jó eredmény.
Ötvözött hegesztőanyagok
A gyakorlati hegesztések során az ötvözött hegesztőanyagok négy csoportja fordul elő leggyakrabban.
A korrózióálló acélok között nagyon gyakran találkozhatunk a stabilizálatlan 1.4301-es anyaggal, ill. ennek stabilizált változatával az 1.4541-essel. Ritkábban ezek low-karbonos (<0.03 %C) változatával az 1.4306-tal. A kérdés mindig úgy vetődik fel: melyik elektródával hegesszünk. Válasz lehet stabilizálttal, vagy low-karbanossal. Javaslat az utóbbi, mivel ezek ma már olcsóbbak. A korrózióálló anyagok másik, ritkábban előforduló típusa az 1.4404 vagy 316L, Mo-nal ötvözött.
A hőálló acélok klasszikus típusa a 25Cr/20Ni összetételű anyag. Ezek az anyagok magas hőmérsékletig 1000-1050°C-ig reve ill. hőállók.
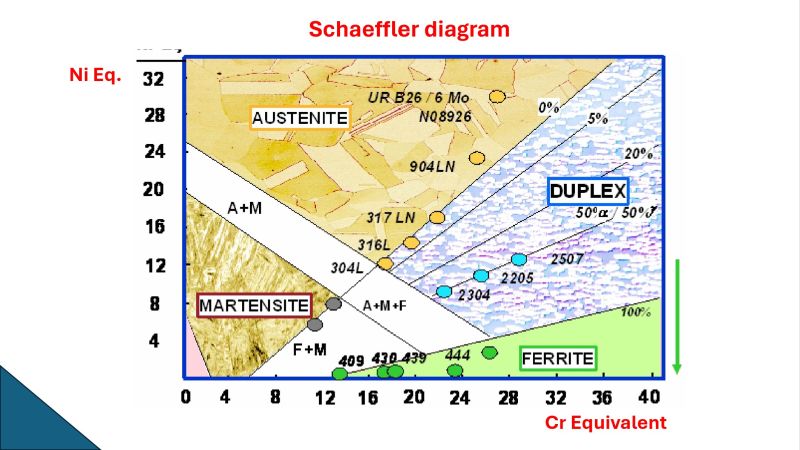
Átmeneti, más néven vegyes vagy fehér-fekete kötés jön létre, ha acélt hegesztünk korrózióálló acélhoz.
Ilyen kötések legnagyobb veszélye a hidegrepedés, ezért az anyagok összetételének ismeretében úgy kell megtervezni a hegesztett sorok összetételét, vagy másképpen fogalmazva úgy kell megválasztani a hegesztőanyag összetételét, hogy elkerüljük a hegesztett sor, vagy varrat repedését. A fehér-fekete kötésekhez a megfelelő hegesztőanyagot helyesen a hegesztendő anyagok ismeretében a Schaeffler diagram segítségével határozhatjuk meg.
{kind=link}
|
|
Bevontelektróda |
Védőgázas huzal |
AWI pálca |
AWS/Wst. Nr. |
|
Korrózióálló hegesztőanyag |
OK 61.30, MOST 308 Super Optimal 308 |
OK Autrod 308 LSi Most 308LSi Super MIG 308LSi |
OK Tigrod 308 LSi MOST TIG 308 LSi Super TIG 308 LSi |
E308L-17/1.4316 |
|
|
OK 63.30 MOST 316 Super Optimal 316 |
OK Autrod 316 LSi Most 316 LSi Super MIG 316 LSi |
OK Tigrod 316LSi Super TIG 316 LSi MOST TIG 316 LSi |
E316L-17/1.4330 |
|
Hőálló hegesztőanyag |
OK 67.15 Super Optimal 310 |
OK Autrod 310 |
Super TIG 310 LSi |
E310-15/1.4842 |
|
Átmeneti hegesztőanyag |
OK 67.60 |
OK Autrod 309L Most MIG 309L Super MIG 309L |
OK Tigrod 309L Super Tig 309 L |
E309-17/1.4343 |
|
|
OK 68.81 Super Optimal 312 |
OK Autrod 312 |
OK Tigrod 312 |
E312-17/1.4337 |
|
|
OK 67.45 |
OK Autrod 16.95 Super MIG 307 |
OK Tigrod 16.95 |
E307/1.4370 |
A duplex acélok is egyre gyakrabban fordulnak elő a mindennapi gyakorlatban. Ezek tulajdonképpen a szerkezeti és a korrózióálló acélok tulajdonságait egyesítik magukban. Szövetszerkezetük 50-50%-ban ferrites és ausztenites, ezért megfelelő szilárdság mellett a felületvédelem elmaradhat. A duplex acélokhoz ajánlott hegesztőanyagok.
|
Tipikus összetétel |
Bevontelektróda |
Védőgázas huzal |
AWI pálca |
|
23Cr 4Ni 0.1N |
OK 67.50, OK 67.53 |
OK Autrod 2209 |
OK Tigrod 2209 |
|
22Cr 5.5 Ni 3Mo 0.15N |
OK 67.50, OK 67.53 |
OK Autrod 2209 |
U.a. |
|
25Cr 7Ni 3Mo 0.14N |
OK 68.53, OK 68.55 |
- |
U.a. |
|
25Cr 6.5Ni 3Mo 0.18N |
OK 68.53, OK 68.55 |
- |
U.a. |
|
25Cr 6Ni 3Mo 2Cu 0.2N |
U.a. |
- |
U.a. |
|
25Cr 6Ni 0.7Cu 0.7W 0.25W |
U.a. |
- |
U.a. |
|
25Cr 7Ni Mo 0.25N |
U.a. |
- |
U.a. |
Javító és felrakó hegesztőanyagok
A javító hegesztés célja a funkcióját már betölteni nem képes alkatrész (kopás, törés stb miatt) eredeti állapotának visszaállítása. Ez gyakran jelentheti különböző anyagok egymáshoz hegesztését.
A felrakóhegesztés célja az alkatrész igénybevett felületének felhegesztése olyan ötvözettel, amely a működő felületnek a lehető leghosszabb élettartamot biztosít. A megfelelő ötvözet, hegesztőanyag kiválasztását az alkatrész felületének igénybevétele határozza meg. Némi eligazodást és segítséget nyújthat a lap alján lévő táblázat. Ennek segítségével a kopásállóság, a hőállóság, a korrózióállóság figyelembevételével egy előválasztás végezhető.
További információkat a katalógusok tartalmaznak. - A legjellemzőbb alkalmazások!
Akár javító hegesztést, akár felrakóhegesztést végzünk előfordul, hogy szükségessé válhat a jó eredmény elérésére egy közbenső réteg, ún. párnaréteg készítése. Ennek egyik feladata a két anyag között a hegeszthetőség javítása: párnarétegként általában a 29Cr 9Ni, a 18Cr 9Ni 6Mn és Ni-bázisú anyagokat alkalmazzák. Mind javító, mind felrakóhegesztésnél a hegesztendő felületeket elő kell munkálni. Javításnál jól alkalmazható a varratágy előkészítésére a felesleges anyag kifúvatása. Ennek lényege az anyag megolvasztása és elfúvása az olvasztás helyéről. Ez végezhető erre a célra gyártott elektródával - OK 21.03 - vagy szénelektródával. A kérdés sokszor úgy vetődik fel, hány szál elektródára van szükség egy feladat elvégzésére. Ehhez nyújt segítséget a következő táblázat, amely a széníves gyökfaragás néhány jellemző adatát mutatja be.
|
Elektróda át. mm |
4.0 |
5.0 |
6.35 |
8.0 |
10.0 |
13.0 |
|
Áramerősség A |
80-100 |
110-200 |
150-350 |
200-450 |
300-550 |
600-900 |
|
Feszültség V |
37-39 |
38-40 |
41-43 |
44-48 |
46-50 |
46-50 |
|
Megömlött anyag g/perc |
52 |
96 |
168 |
240 |
400 |
875 |
|
M.anyag g/100mm elektr. |
47 |
78 |
158 |
252 |
360 |
700 |
|
Horony mélység mm |
1.5 |
2.0 |
2.5 |
3.0 |
4.0 |
7.5 |
|
Horony szélesség mm |
6..0 |
7.0 |
8.0 |
10.0 |
12.0 |
16.0 |
FONTOS!: a fuvatáshoz megfelelő - nagy - teljesítményű áramforrás szükséges, továbbá speciális gyökfaragó pisztoly és sűrített levegő.
A javító és felrakóhegesztéshez a munkadarabokat általában elő kell melegíteni, ennek mértéket szakembernek kell megállapítani!
|
Kicsi <<<<<< Koptató hatással szembeni ellenállás >>>>>> Nagy |
||||||
|
|
30-50 HRC |
>50 HRC |
|
Kicsi ۸ ۸ ۸ ۸ ۷ ۷ ۷ ۷ |
||
|
OK 13Mn* |
OK Weartrode 30 |
OK Weartrode 50 |
OK Weartrode 50 |
|||
|
OK 14MnNi* |
OK Weartrode 30 |
OK Weartrode 50 |
OK Weartrode 62 |
|||
|
OK 14 MnNi* |
OK Weartrode 30 |
OK Tubrodur 58 O/G |
OK Tubrodur 60 G M |
|||
|
OK 14 MnNi* |
OK Autrodur 38 GM |
OK Autrodur 58 GM |
OK Tubrodur 60 G M |
|||
|
OK Tubrodur 13 MN O/G |
OK Tubrodur 35 OM |
OK Autrodur 56 GM |
OK Tubrodur 60 G M |
|||
|
|
OK Tubrodur 35 G M |
|
|
|||
|
|
OK Tubrodur 40 OM |
|
|
|||
|
|
|
OK Weartrode 60 T |
||||
|
OK Weartrode 55 HD |
OK Tubrodur 13 Cr G |
OK Weartrode 65 T |
||||
|
|
|
OK Tubrodur 14.70 |
||||
|
OK 67.70/71* |
OK 67.45 |
OK 68.81* |
|
|
OK Autrod 309Si* |
OK 67.45* |
OK 68.82* |
OK Tooltrode 50 |
|
OK Autrod 309L* |
OK 67.45* |
OK Autrod 312 |
OK Tooltrode 60 |
|
OK Autrod 309MoL* |
OK Tubrodur 200 O D* |
OK Autrod 16.95* |
|
|
Ni-alapú* |
Co-alapú* |
||
|
OK NiCrFe-3* |
OK NiCrMo-5* |
|
Stoodite 1 |
|
OK Autrod NiCr-3 |
Stoodite 12-M |
Stoodite 21 |
|
|
|
|
|
Stoodite 6 |
* = hidegalakítás hatására növekvő ellenállás koptató hatással szemben
Nagy <<<<<< Ütő igénybevétellel szembeni ellenállás >>>>>>> Kicsi
Eltérő összetételű anyagok hegesztőanyagai
Az eltérő összetételű anyagok hegesztésénél számtalan szempontot kell figyelembe venni, mint pl.: az anyagok keveredésével létrejövő varrat várható tulajdonságát, a kötésben résztvevő alapanyagok tulajdonságváltozását a hegesztési hő hatására.
A táblázatban néhány tipikusan előforduló anyagpárosítás hegesztéséhez javaslunk hegesztőanyagokat. Amennyiben a táblázatban nem szereplő, eltérő anyagú kötéspárosításokat kell létrehozni, szívesen állunk rendelkezésre.
|
|
Ötvözetlen acél, nagy C tartalmú acél |
Korrózióálló acél |
14% Mn tartalmú acél |
Inocel acél |
Rézötvözetek |
Öntöttvas |
|
Ötvözetlen acél, |
OK 68.81 OK Autrod 309 OK Autrod 16.95 |
|
|
|
|
|
|
Korrózióálló acél |
OK 67.70 OK Autrod 309 Ok Autrod 16.95 |
azonos |
|
|
|
|
|
14% Mn tartalmú acél |
OK 68.81 |
OK 67.45 |
OK 67.45 |
|
|
|
|
Inocel acél |
OK NiCrFe-3 |
OK NiCrFe-3 |
OK NiCrFe-3 |
OK NiCrFe-3 |
|
|
|
Nikkel |
OK NiCrFe-3 |
OK NiCrFe-3 |
OK NiCrFe-3 |
OK NiCrFe-3 |
|
|
|
Rézötvözetek |
OK 94.25 CuSn6 |
OK 94.25 CuSn6 |
OK 94.25 CuSn6 |
OK 94.25 CuSn6 |
OK 94.25 CuSn6 |
|
|
Öntöttvas |
OK NiFe-Cl-A |
OK NiFe-Cl-A Nicore 55 |
OK NiFe-Cl-A |
OK NiFe-Cl-A |
OK 94.25 |
OK Ni-Cl |